Išsamiau: „Pasidaryk pats“ dyzelinio variklio cilindrų galvutės remontas iš tikro meistro my.housecope.com.
Galvos taisymas prasideda nuo kruopštaus plovimo žibalu arba tirpikliu. Anglies nuosėdas iš degimo kameros ir nuo vožtuvų plokščių pašaliname metaliniu šepečiu, įspaustu į elektrinio grąžto griebtuvą. Išmontuojant vožtuvo mechanizmą, jums reikės vožtuvo krekerio, pavyzdžiui, kaip parodyta žemiau esančioje nuotraukoje, tačiau efektyviausią lengva padaryti savo rankomis, remiantis šiame straipsnyje paskelbtais brėžiniais.
Prieš ir po išmontavimo atidžiai apžiūrėkite cilindro galvutę. Įtrūkimai, drožlės bet kuriose galvos vietose neleidžiamos. Jei įtariama, kad į alyvą pateko aušinimo skysčio, patikriname, ar galvutė nėra sandari, tam reikia užkimšti aušinimo apvalkalo skylutes ir, nuleidus galvą į šiltą vandenį, įpurškiant į ją suspaustą orą, kurio slėgis yra 1,5 - 2,0 kg. Per 1,5 minutės neturėtų atsirasti oro burbuliukų. Išsamiau apie tokį patikrinimą, taip pat apie įskilusios galvos taisymą rašiau čia.
Balneliai vožtuvai. Vožtuvų lizdų nuožulnų forma parodyta nuotraukoje. Darbiniuose sėdynių kampuose, esančiuose sąlyčio su vožtuvais zonoje, neturėtų būti korozijos, įdubimų, perdegimų ir pažeidimų. Smulkius pažeidimus pašaliname pašalindami (kuo mažiau metalo) specialiu pjaustytuvų komplektu su kreiptuvais (pvz., kokybiškas amerikietiškos firmos NYUWEY komplektas). Apie tai išsamiai rašiau šiame straipsnyje.
Po to kruopščiai nuplaukite galvą, sėdynes ir alyvos kanalus ir išpūskite juos suslėgtu oru.
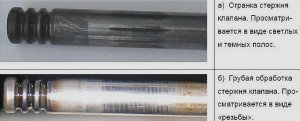
Vožtuvų kreiptuvai. Atstumą tarp kreipiamųjų įvorių ir vožtuvo kotų patikriname atitinkamai mikrometru išmatuodami vožtuvo kotą, o kiaurymės matuokliu – kreipiančiosios įvorės angą. Atstumas naujoms įvorėms: 0,022 - 0,055 mm įsiurbimo vožtuvams ir 0,029 - 0,062 mm išmetimo vožtuvams. Dėvėjus didžiausias leistinas tarpas yra 0,3 (nesant padidėjusio triukšmo). Jei padidinto tarpo tarp kreiptuvo ir vožtuvo nepavyksta pašalinti pakeitus jį storesniu vožtuvu, tuomet keičiame kreipiančiąją įvorę (išspaudžiame) - apie tai skaitykite čia.
Vaizdo įrašas (spustelėkite norėdami paleisti).
Galima padidinti vožtuvo koto skersmenį chromuojant, jei ant koto nėra pakopos (netolygaus skersmens susidėvėjimo). Jei įspaudžiamos naujos įvorės (tektuvui geriau užsisakyti bronzines įvores), tai jas įspaudus, jas reikia išskleidyti specialiu išplėtimu su ilgu kreiptuvu. Tada sklendžius prie balnų sumalame plakimo pasta (geriausia vandens pagrindu) – kaip tai padaryti teisingai, skaitykite čia.
Taip pat tikriname vožtuvus ciferblatu, ar nėra strypo kreivumo, slinkdami vožtuvą dviem mažomis prizmėmis ir stebėdami indikatoriaus rodyklės nuokrypius. Nukrypimas net keliomis šimtosiomis mm. nepriimtina. Alyvos sandarikliai, žinoma, keičiami naujais.
Vožtuvų spyruoklės apžiūrėkite, ar nėra įtrūkimų, patikrinkite elastingumą.
Stūmikliai vožtuvai: patikriname jų darbinį (trinantį) paviršių, neturi būti įbrėžimų ir įbrėžimų.
Paskirstymo velenas , kumštelių darbiniai paviršiai, paviršiai po sandarinimo dėže, taip pat ekscentrikas (ne visi) yra balinti arba sucementuoti, kad padidėtų atsparumas dilimui, šie paviršiai turi būti poliruoti ir neturi įbrėžimų, įbrėžimų ir susidėvėjimo. įbrėžimai, žingsniai.
Jei yra didelė rizika ir aukščiau išvardyti defektai, veleną reikia pakeisti. Paskirstymo veleną montuojame ant dviejų prizmių ir indikatoriaus stovu patikriname radialinį išbėgimą.Guolių kakliukų ir kumštelių galinės dalies išbėgimas neturi viršyti 0,02 mm. Na, patariu čia perskaityti, kaip padidinti įprasto skirstomojo veleno išteklius.
Guolių korpusai Paskirstymo velenai turi būti be įtrūkimų ir pažeidimų, o guolių paviršiai po skirstomojo veleno kakliukais turi būti be įtrūkimų ir įbrėžimų. Tarpas tarp skirstomojo veleno kakliukų ir guolio angų nustatomas išmatavus šias dalis ir iš didesnės atėmus mažesnę (mikrometrą ir vidinį matuoklį).
Taip pat tarpą galima nustatyti naudojant plastikinę kalibruotą vielą (aprašyta alkūninio veleno pavyzdyje) Numatomas tarpas naujoms detalėms: 0,069 - 0,11 mm, o didžiausias leistinas nusidėvėjimas: ne daugiau 0,2 mm. Pakeitus dalis, kurios netelpa į maksimalius leistinus tarpus, belieka viską surinkti. Išfrezavus lizdus ir uždėjus vožtuvus ant vožtuvo sąlyčio su lizdu taške, turi likti plona (1–1,2 mm) matinė juostelė be pertraukų apskritime.
Sumontavę vožtuvo mechanizmą (džiovinimo), patikriname, ar vožtuvai nėra sandarūs, tam užpildome degimo kameras žibalu, mažiausiai dvi minutes, o geriausia penkias, kad tarp balnų ir vožtuvų nebūtų žibalo prasisunkimo. Tada sumontuokite galvutę ant bloko, žinoma, tarp jų įstatydami naują tarpiklį.
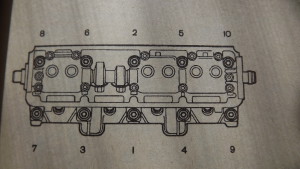
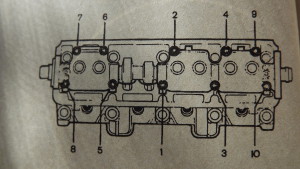
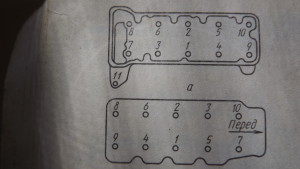
Galvos varžtų ir guolio korpuso veržlių priveržimo tvarka parodyta žemiau esančioje nuotraukoje. Priverždami naudojame momentinį veržliaraktį, o reikiamą varžtų priveržimo momentą randame savo variklio instrukcijoje. Belieka užsidėti ir priveržti pavaros skriemulį bei sureguliuoti šiluminius tarpus.
vožtuvo krekingo įrankis
Šiluminių tarpų reguliavimas.
Šiluminių vožtuvų tarpai kiekviename variklio modelyje turi skirtingą reikšmę, daugiau dyzeliniams, mažiau benzininiams, o kiekvienas gamintojas instrukcijoje arba ant vožtuvo dangtelio lipduko įrašo savo vertę (išmetimo sistemai visada daugiau, nes yra daugiau šildymas).
Aprašysiu tarpų reguliavimą ir, jei yra kokių nors skaičių, tai tik apytikslė reikšmė. Apskritai, yra du pagrindiniai reguliavimo būdai: keičiant tarpiklius (naujesniuose varikliuose), o senesniuose (klasikiniuose) – naudojant reguliavimo varžtus su fiksavimo veržlėmis.
Tvirtinimo būdas: Pirmiausia mes nustatome skirstomąjį veleną pagal žymes (dažniausiai ant skriemulio ir galvutės jungties su bloku), tačiau alkūninio veleno varžtą pasukite tik pagal laikrodžio rodyklę, o tada pasukite dar 40–50 °. Tai yra 2–3 skirstomojo veleno skriemulio dantukai, o pirmame cilindre bus degimo fazė.
Pirmojo cilindro vožtuvų tarpus išmatuojame čiurkšle, o jei tarpai didesni nei įprastai, tai prisiminkite kiek dar, tada paspauskite stūmiklį ir nuimkite reguliavimo poveržlę. Jo storį matuojame mikrometru. Naujos poveržlės storį nustatome pagal formulę: T \u003d B + (A - B), kur T yra naujos poveržlės storis, A yra išmatuotas tarpas, B yra pašalintos poveržlės storis, B yra vardinis tarpas mm.
Pavyzdžiui: A \u003d 0,28 mm; B = 3,80 mm; B \u003d 0,25 mm, tada gauname T \u003d 3,80 + (0,28 - 0,25) \u003d 3,83 mm - naujos poveržlės storis. Patraukę stūmiklį (su specialiu įtvaru), sumontuojame storesnę naują poveržlę, tada patikriname, ar zondas turi patekti tarp stūmiklio ir kumštelio šiek tiek suspaudęs. Belieka nuosekliai pasukti alkūninį veleną pusę apsisukimo (ir žymė ant skirstomojo veleno skriemulio sukasi 90 °) ir sureguliuoti likusių cilindrų vožtuvų tarpus.
Metodas sureguliavimo varžtai dar lengviau. Pirmiausia paskirstymo veleną taip pat nustatome į žymes, kurios atitinka pirmojo cilindro stūmoklio suspaudimo takto pabaigą, zondu patikriname abiejų vožtuvų tarpus ir ar zondas praeina laisvai arba visai nepraeina. , atliekame koregavimą.
Norėdami tai padaryti, ant reguliavimo varžto uždedame veržliaraktį, o ant fiksavimo veržlės – atvirą veržliaraktį ir atlaisvinkite šią fiksavimo veržlę.Tada tarp reguliavimo varžto ir vožtuvo koto įkišame zondą ir pasukite varžtą, užtikrindami, kad zondas slystų su nedidele pastanga, kai tai pasieksime, išimame zondą ir priveržiame fiksavimo veržlę, įsitikindami, kad varžtas lieka vietoje (nesislenka).
Panašiai sureguliuojame tarpus 3, tada 4 ir 2 cilindruose, po kiekvieno cilindro pasukdami alkūninį veleną 180 ° (skirstymo velenas pasisuks atitinkamai 90 °). Tai viskas, uždarykite vožtuvo dangtį.
Daugiau apie vožtuvų tarpų reguliavimą galite perskaityti čia.
Dažnai varikliuose, kurie buvo eksploatuojami su netinkamais šiluminiais tarpais, vožtuvų plokštės, esančios sąlyčio su lizdais taške, sudega ir praranda sandarumą. Dėl to natūraliai krenta suspaudimas cilindruose ir atitinkamai krenta variklio galia.
Galite grąžinti variklį į buvusį stiprumą užlenkdami vožtuvus. Kaip ir kaip tai padaryti teisingai, galite perskaityti šiame naudingame straipsnyje. Na, o čia parašiau atskirą išsamų straipsnį apie įrenginį, variklio galvutės priežiūrą ir remontą.
Tikiuosi, kad šis straipsnis apie cilindro galvutės taisymą bus naudingas pradedantiesiems, sėkmės visiems.
Pradėkime nuo sąvokų apibrėžimo. Šiuolaikinio automobilio cilindrų blokas yra variklio pagrindas, ant kurio montuojami likę variklio komponentai: cilindrai, alkūninis velenas, alyvos bakas, cilindro galvutė.
Mus domina būtent tas cilindro galvutės gedimas ir remontas. Ar galima savo rankomis suremontuoti cilindro galvutę garažo-namo aplinkoje? O meistrai atsako vienareikšmiškai – taip, cilindro galvutės remontas „pasidaryk pats“ yra įmanomas.
Pradėkime nuo paaiškinimo, kad cilindro galvutės remontas yra sudėtingas darbas ir jums reikės: šiek tiek suprasti bloko struktūrą, turėti specialų šaltkalvio įrankį ir mokėti jį naudoti.
Mikrometras vožtuvams ir kreipiančiosioms įvorėms matuoti.
Dirbtuvas naujoms įvorėms perkalti.
Įtvaras įvorėms presuoti.
Įtvaras įvorėms presuoti.
Įtaisai vožtuvų spyruoklių nulaužimui.
Sklendės rinkinys vožtuvų lizdų restauravimui.
Kaitvietė cilindro galvutės šildymui trikčių šalinimo metu ir prieš spaudžiant įvores.
Nepamirškite apie reikiamas atsargines dalis ir etiketes
Paprastai beveik bet kokiam cilindro galvutės remontui reikia ją išmontuoti. Išimtis yra, pavyzdžiui, vožtuvo koto sandariklių keitimas. Todėl prieš pradėdami ardyti cilindro galvutę, pagalvokite apie reikiamo atsarginių dalių komplekto įsigijimą.
Šiuolaikinė rinka siūlo galvučių rinkinius (arba, paprastai tariant, viršutinius rinkinius), į kuriuos įeina cilindro galvutės tarpiklis ir visi sandarikliai bei tarpikliai, esantys virš pagrindinės tarpinės.
Na, įrankis ir minimalus rinkinys yra paruošti, mes pradedame cilindro galvutės trikčių šalinimą.
Prieš išmontuodami būtinai patikrinkite alkūninio veleno ir skirstomojo veleno santykinę padėtį pagal žymes. Iki to momento, kai mes patys taikome papildomus balus.
Konkrečių automobilių modelių cilindrų galvutės išmontavimo technologija aprašyta vadovuose. Tačiau verta prisiminti kai kurių operacijų ypatybes.
Atlaisviname galvutės tvirtinimo varžtus nuo vidurio 0,5-1 apsisukimu pakaitomis. Varžtai su vidinėmis angomis turi būti iš anksto išvalyti nuo anglies nuosėdų, kitaip laisvai įkištas raktas gali sugesti ir sukelti problemų išmontuojant;
išmontuojant cilindro galvutę, jei nėra visų rūšių vakuuminių vamzdžių prijungimo schemos, turite patys nubrėžti šią schemą, prieš tai pritaikę atitinkamus ženklus.
nuimdami vožtuvo spyruokles, naudokite traukiklius, kad jas išdžiovintumėte, bet ne „stipraus plaktuko“ principu.
Cilindro galvutės būklės stebėjimas
Tiesą sakant, cilindro galvutėje nėra tiek daug pagrindinių parametrų, kuriuos reikia patikrinti prieš pradedant remontuoti cilindro galvutę. Taigi pradėkime ieškoti tipiškų cilindro galvutės gedimų.
Apatinė cilindro galvutės plokštuma. Jis tikrinamas lenktos liniuotės ir zondų rinkinio pagalba. Liniuotė dedama išilgai galvos įstrižainių plokštumoje ir tarpo storis nustatomas naudojant matuoklį. Jei tarpas yra didesnis už didžiausią leistiną 0,05-0,06 mm tarpą, reikia šlifuoti cilindro galvutę.
Skirstomojo veleno kakliukų ir guolių susidėvėjimas. Visi skersmenys matuojami mikrometru ir lyginami su didžiausiomis leistinomis konkretaus variklio modelio vertėmis. Remiantis matavimo rezultatais, priimamas sprendimas dėl remonto ar dalių keitimo tipo. Nepamirškite vizualiai įvertinti paviršių išorinės būklės. Jie neturėtų turėti akivaizdžių mechaninių pažeidimų požymių: įbrėžimų, drožlių, įbrėžimų, griovelių ir kt.
Tikrinamas vožtuvo koto ir įvorės nusidėvėjimas. Gaminamas mikrometru keliuose strypo valdymo taškuose aplink perimetrą. Vožtuvas keičiamas, jei skersmens skirtumas viršija gamintojo nurodytus didžiausius leistinus parametrus.
Jei neturite tokio prietaiso kaip kiaurymės matuoklis kreipiančiųjų įvorių nusidėvėjimui nustatyti, tai jį galima nustatyti pagal vožtuvo (naujo) atstumą įvorėje. Paprastai įvorės keičiamos naujomis.
Tokių dalių susidėvėjimas, kaip: balnai, svirtys, svirties svirties, kumšteliai nustatomi vizualiai. Jei vožtuvo nuožulna „sugedo“, bet kotas yra tvarkingas, tada jis apdorojamas ir vožtuvą galima naudoti pakartotinai.
Kiti cilindro galvutės defektai galima nustatyti ir vizualiai. Ant bloko galvutės paviršiaus nėra įbrėžimų ir įbrėžimų, kurie pašalinami šlifuojant cilindro galvutę, kad būtų pašalintas nesandarus jungtis tarp cilindro galvutės ir paties bloko.
Taigi cilindro galvutės remontą atliekame kartu su gedimų šalinimu, kaip sakoma, kai atsiranda bėdų.
Sėkmės atliekant „pasidaryk pats“ cilindro galvutės remontą.